
BLOGブログ
POSTED/2022.07.29
ブラスト加工とは

ブラスト加工の概要
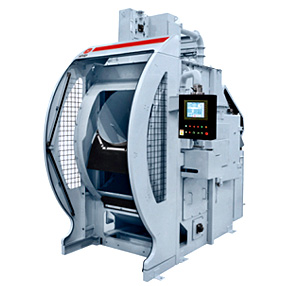
ブラスト加工とは、粒状の研磨材を投射、衝突させることで物理的に加工を行う方法であり、製品表面のバリ取り、デザイン、機能付与などを目的とした表面処理加工の一種です。研磨材の投射方法は、回転する羽根車から投射するショットブラスト、圧縮空気によって投射するエアーブラスト、研磨材に水などを混ぜて投射するウェットブラストなどがあります。
ブラスト加工の特徴
表面処理加工の中でも、物理的な研磨材衝突により加工することが特徴であり、ゆえに物理的な加工を施す、研削/研磨、バリ取り、清浄化(クリーニング)、強度改善(ピーニング)などを得意とする加工方法です。一方で、成膜や塗装、めっきといった「物質を付着」させる処理は基本的にできません。
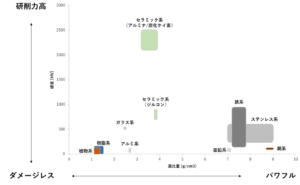
ブラスト加工は、細かい粒状の研磨材を、広範囲かつ連続的に投射するため、複雑表面形状であっても均一に加工することができます。また、研磨材の材質/形状/サイズや、ブラスト機械の投射速度、量を調整することで、様々な製品に広く対応できる加工法です。古くから砂を研磨材として使用したサンドブラストとして確立してきた実績のある技術であり、世界中で広く普及している技術です。
ブラスト加工の3つの働き(削る/除去する/改質する)と加工例
ブラスト加工は大きく3つの働きに分類できると考えられます。
①削る(製品自体を削る)
②除去する(製品自体は削らず、表面の不要な部分、付着物/被膜のみを削り/こそぎ落とす )
③改質する(製品は削らない)
以下より、それぞれの働きごとの加工例をご紹介します。
削る

「削る」という働きは、削る部位や削り量、目的に応じて様々な加工があります。削り量によって切削>研削、粗し>研磨といったように大きく分類されます。削り量が多かったり、短時間で行う加工ほど、硬く、鋭角形状の研磨材が選択される傾向があります。以下より、具体的な加工例をご紹介します。
・表面を粗く削る加工一般「面粗し」「研掃」「梨地加工」
加工後は梨のようなざらざらした表面になるため、「梨地」と呼ばれます。
・細かく磨き上げる場合は「研磨」 「鏡面加工」
・逆に反射を無くすように荒らす「つや消し」「反射防止加工」
・鋳造品の湯しわを削る「湯しわ消し」「シミ消し」
・塗装や被膜の塗布前、密着力向上(アンカー効果)を狙うための「下地処理」
・持ち手部分などに「滑り止め加工」
・摺動部品には「摺動性改善」
・製品の形状を削って形状を作る「切削」
・ガラス等の脆性材に、溝を掘る「溝加工」、穴を開ける「穴加工」
・表面を削りに絵や文字を描く「エッチング」
・ピン角を削ってなだらかな斜面にする「面取り」、丸めると「丸め加工」
除去する

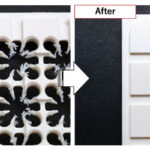
「除去する」働きは、製品表面に付着している不要な物(ごみ、汚れ、油脂、塗装、酸化被膜、バリなど)のみを除去することを目的とします。製品本体にダメージを与えないように除去する必要があるため、研磨材は比較的柔らかい銅やナイロンなどが使用されることが多いです。以下のように様々な用途があります。
・ごみ、汚れ、油分など除去する「クリーニング」「付着物除去」
・塗装を除去する「塗装剥離」
・金属表面の黒ずんだ酸化被膜を除去する「酸化被膜/スケール除去」「黒皮除去」
・水分を除去する「乾燥」
・砂型の砂を除去する「砂おとし」
・金型の離型剤には「離型剤除去」
・金型のデリケートな内部のクリーニングは「金型洗浄」
・角やエッジに残る不要なバリを取り除く「バリ取り」
・鋳造や射出成型で発生する不要なランナー、セキ部分をたたき折る「セキ折り」
改質する

表面を削らず、研磨材の衝突エネルギーによって、表面の性質のみを変化させる加工です。研磨材の形状は、表面を削らないように、球状のものがよく使用されます。
・表面を鍛え耐久性を高める(残留応力付与、加工硬化)「ピーニング」
・残留応力付与による変形曲面の形成を狙う「フォーミング」
以上が、ブラスト加工における、主な加工例になります。
RELATED WORK関連実績




RANNKING
まだデータがありません。